جوش الکتروفیوژن لوله ها و اتصالات تولید شده از پلی اتیلن سنگین
کیفیت جوش به مهارت جوشکار و ماشین آلات به کار رفته و به کارگیری دستورالعمل جوش مربوط می گردد کیفیت جوش را می توان بوسیله آزمایشهای با و بدون تخریب آزمایش کرد. عملیات جوشکاری باید به صورت مدام تحت کنترل باشد نوع و دامنه این کنترل معمولاً بین طرفین قرارداد پیشبینی می گردد.
توصیه می شود مشخصات جوش در گزارش جوش به طور کامل ذکر گردد. جهت تضمین کیفیت پیشنهاد می گردد قبل از جوشکاری اصلی یک عمل جوشکاری به صورت نمونه انجام و نتیجه آن مورد آزمایش قرار گیرد.
هر جوشکار باید دوره مخصوص جوشکاری را گذرانیده و دارای گواهینامه معتبر جوشکاری باشد.
اقدامات قبل از جوشکاری :
محیط جوشکاری را باید از عوامل نا مناسب جوی محافظت کرد ( رطوبت، گرد و خاک، باد و دمای زیر ۵+ درجه سانتی گراد ) . اگر در صورت استفاده از امکانات ( برای مثال گرم کردن و یا چادر ) اطمینان حاصل گردد که امکان نگهداری دمای حرارت مورد نیاز جوشکاری وجود دارد می توان جوشکاری را بدون در نظر گرفتن گرمای محیط خارج از چادر انجام داد.
جهت اطمینان بیشتر پیشنهاد می گردد قبل از شروع به جوشکاری اصلی یک نمونه جوش انجام گیرد و مورد آزمایش قرار گیرد .
اگر لوله در اثر تابش نور آفتاب دارای گرمای متفاوتی در قسمتهای مختلف لوله باشد باید ابتدا با استفاده از چتر و یا چادر جلوی تابش مستقیم آفتاب را گرفت به طوریکه گرمای لوله در کلیه نقاط محل جوش یکنواخت باشد.
لوله های پلی اتیلن که کلاف شده اند بلافاصله پس از بازکردن دارای سطح مقطع بیضی شکل می باشند بنابراین قبل از جوش دادن باید دو قسمت لوله به شکل گرد در آورده شود مثلاً با گرم کردن آهسته توسط هوای گرم و یا قرار دادن گیره در دو سر لوله. سطح محل جوش باید بدون خراش و صدمه و عاری از براده ، روغن و گرد و خاک باشد.
آماده سازی جوشکاری:
-دستگاه جوشکاری را به جریان برق یا ژنراتور متصل نموده و کارکرد آن را کنترل کنید.
-قطر و ضخامت لوله را اندازه بگیرید.
–لوله رابررسی نمائید خراش یا صدمه نداشته باشد.
-قسمتهای تیز لبه خارجی لوله برداشته شود. در صورت جمع شدن قسمت انتهای لوله قسمت جمع شده بریده شود.
– از گرد بودن لوله ها اطمینان حاصل نمائید. در صورت لزوم از فکهای گرد کننده استفاده شود. حد مجاز دو پهنی (Quality) ۱/۵ درصد قطر خارجی ، حداکثر۱/۵ میلیمتر و یا ۲ درصد قطر خارجی و حداکثر ۲ میلیمتر می باشد.
– از گرد بودن لوله ها اطمینان حاصل نمائید. در صورت لزوم از فکهای گرد کننده استفاده شود. حد مجاز دو پهنی (Quality) ۱/۵ درصد قطر خارجی ، حداکثر۱/۵ میلیمتر و یا ۲ درصد قطر خارجی و حداکثر ۲ میلیمتر می باشد.
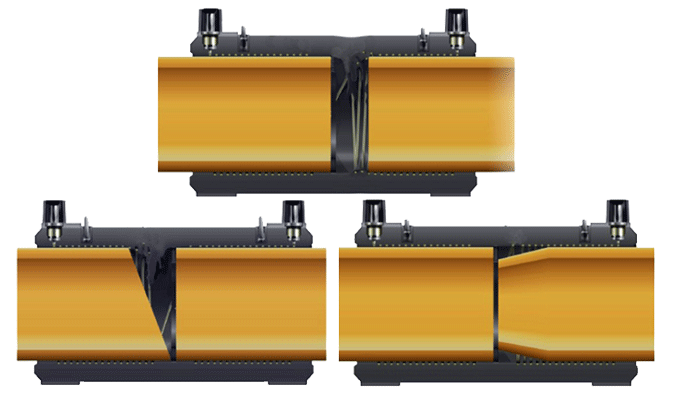
– علامت گذاری روی لوله برای قسمتی که قرار است سطح آن برداشته شود. دقت کنید طول این قسمت بیشتر از قسمتی باشد که داخل Muffe قرار می گیرد.
-سطح لوله با استفاده از دستگاه مناسب ترجیحاّ دستگاه Rotation برداشته شود. ضخامت سطح برداشته شده را کنترل کنید حداکثر ضخامت لایه برداشته شده۰/۲میلیمتر می باشد.
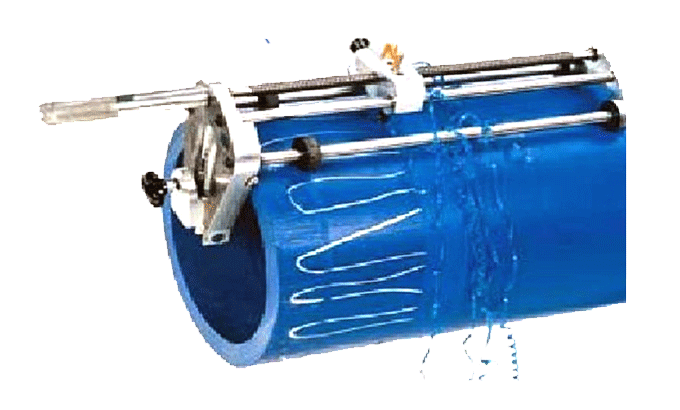
– براده های ایجاد شده از سطح لوله دور گردد.
–سطح لوله با ماده پاک کننده تمیز شود.
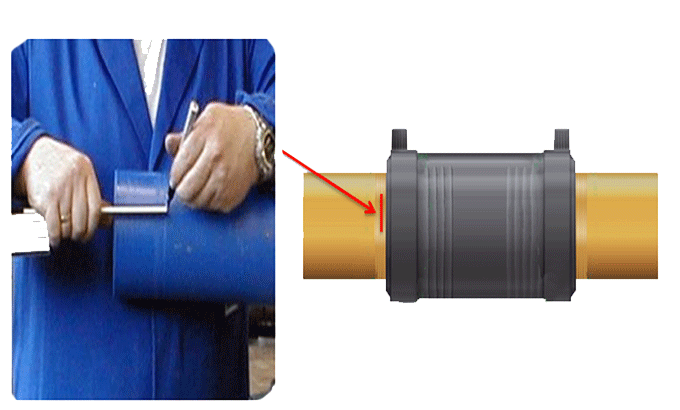
-پس از خشک شدن لوله ها را داخل اتصال قرار دهید و مقداری که لوله باید داخل اتصال باشد با مارکر روی لوله علامت گذاری کنید.
– دقت شود تا قبل از شروع عملیات جوش Muffe باید داخل لفاف پلی اتیلنی باشد.
عملیات جوش: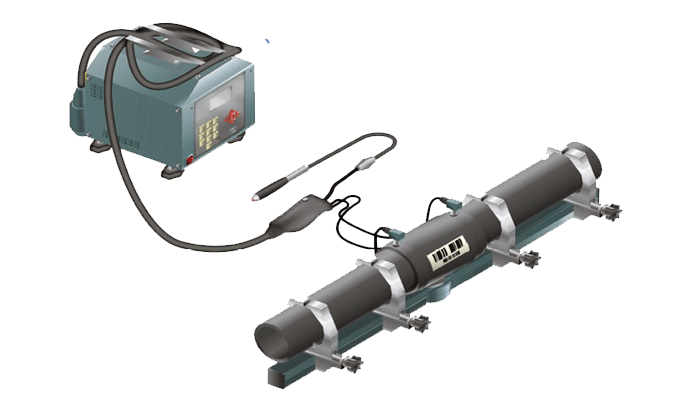
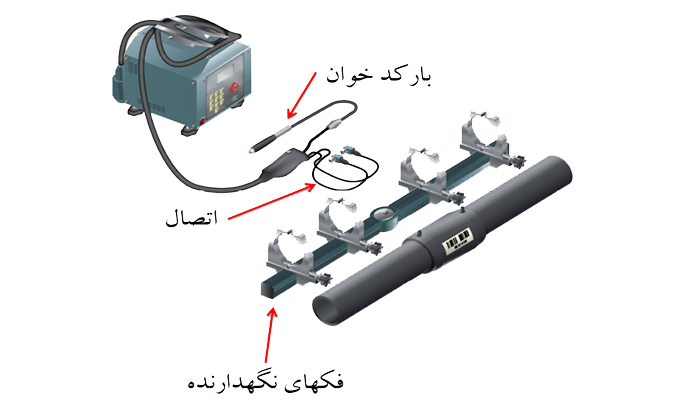
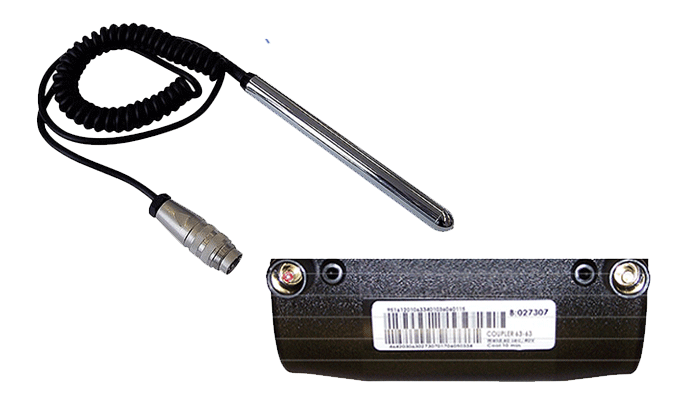
-کابلها را به اتصال وصل نمائید.
– مشخصات جوش را توسط بارکدخوان از روی اتصال خوانده و روی صفحه مانیتور دستگاه جوش کنترل نمائید.
– عملیات جوش با فشار دادن دکمه شروع روی دستگاه جوش شروع خواهد شد.
-فشار مورد لزوم جوشکاری در اثر ذوب ماده پلی اتیلن در قسمتهائی از اتصال که در تماس با سیم پیچی می باشد شروع شده و به دو سمت شروع به حرکت می کند. مواد مذاب پس از پایان قسمت سیم پیچی با منطقه سرد برخورد کرده و امکان پیشروی بیشتر ندارند. در نتیجه فشار لازم جهت جوشکاری ایجاد می گردد.
– با خروج اندیکاتورها و اعلام صوتی عملیات جوشکاری پایان یافته است.
– کابلها را از اتصال دور کنید.
– مدت خنک شدن را که روی Muffe نوشته شده است روی لوله با اعلام ساعت دقیق با مارکر بنویسید.
– پس از پایان مدت خنک شدن گیره ا را باز کرده و از محل جوش دور کنید.